
TL;DR:
- A manufacturing ERP is a centralized platform that manages production, inventory, quality, finance, and sales. It provides real-time data integration, enabling faster decision-making, reduced costs, and improved delivery performance. Proper planning and localization are essential for successful implementation in regional markets like Saudi Arabia and the UAE.
An ERP system in manufacturing is defined as a centralized software platform that manages production, inventory, purchasing, quality control, finance, and sales within a single connected environment. The industry standard definition, confirmed by 2026 analyst reports, describes manufacturing ERP as the operational backbone that replaces disconnected spreadsheets and siloed department tools with one unified data layer. Unlike general business software, a manufacturing ERP handles the physical realities of the factory floor, from bill of materials (BOM) management to real-time machine output tracking. For manufacturing professionals and business leaders in Saudi Arabia, the UAE, and Egypt, understanding what this platform does is the first step toward making a confident investment decision.
What is an ERP system in manufacturing, and what does it integrate?
A manufacturing ERP system integrates every core operational process into one platform, eliminating the data gaps that slow production decisions. Industry standards define a manufacturing ERP as a central platform managing production, finance, purchasing, quality control, and real-time shop-floor data. That definition matters because it sets a clear bar: if a system does not connect the shop floor to the finance department, it is not a true manufacturing ERP.
The processes a manufacturing ERP connects include:
- Production planning: Scheduling work orders, managing capacity, and sequencing jobs across machines and shifts
- Bill of materials (BOM) management: Tracking every component, sub-assembly, and raw material required for each finished product
- Inventory management: Monitoring stock levels in real time across warehouses, production lines, and transit
- Purchasing and supplier management: Automating purchase orders based on demand signals and reorder thresholds
- Quality control: Recording inspection results, managing non-conformances, and enforcing compliance checkpoints
- Finance and cost accounting: Capturing actual production costs against standard costs and generating accurate financial reports
- Sales and order management: Connecting customer orders directly to production schedules and inventory availability
The integration between these areas is what creates value. When a sales order arrives, the ERP checks inventory, triggers a production work order if stock is insufficient, and updates the financial forecast automatically. No manual handoff. No email chain between departments. Unified operational visibility is the most foundational benefit of this integration, driving improvement in planning, quality, and financial tracking across the entire operation.
What are the measurable benefits of ERP in manufacturing?

The business case for ERP software for manufacturing is supported by clear performance data. Implementing an integrated manufacturing ERP reduces operational costs by 23%, administrative costs by 22%, and improves on-time delivery by 24%. Those three numbers represent the core financial argument for adoption: lower costs, less overhead, and more reliable customer fulfillment.
The operational benefits extend beyond cost reduction:
- Faster decision-making: Leaders see one version of the truth across production, inventory, and finance, rather than reconciling three different department reports.
- Reduced production waste: Real-time tracking of scrap rates and material consumption lets planners catch inefficiencies before they compound.
- Lower inventory carrying costs: Accurate demand signals prevent both overstocking and stockouts, freeing up working capital.
- Stronger compliance tracking: Quality and traceability records are captured automatically, reducing audit preparation time.
The 24% improvement in on-time delivery is particularly significant for manufacturers competing on lead time. It reflects what happens when production scheduling, inventory availability, and customer order data all live in the same system.
Pro Tip: Before selecting an ERP platform, map your current on-time delivery rate and inventory carrying costs. These two metrics give you a measurable baseline to evaluate ROI after go-live, and they are the numbers most likely to move first.
How does a manufacturing ERP differ from general ERP?
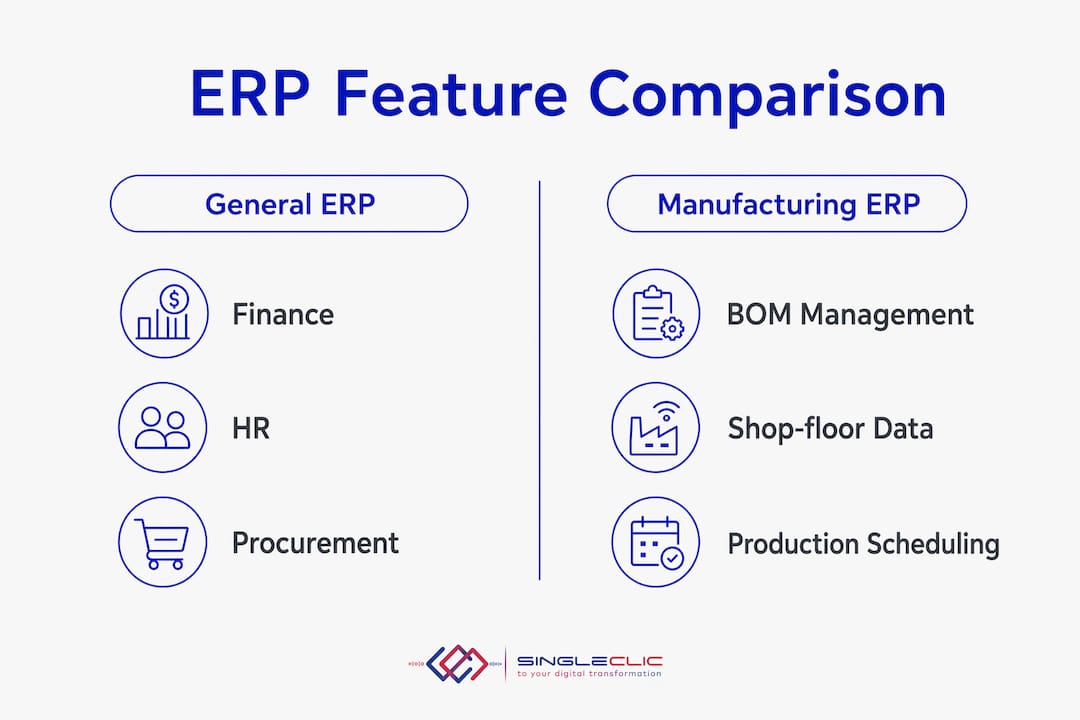
General ERP platforms handle finance, HR, and procurement well. They were not designed for the factory floor. Manufacturing ERP addresses industry-specific challenges by including modules for BOM management, production scheduling, quality control, and traceability that general ERP systems simply do not offer.
The table below shows where the two categories diverge on features that matter most to production operations.
| Feature category | General ERP | Manufacturing ERP |
|---|---|---|
| BOM and routing management | Basic or absent | Full multi-level BOM with routing steps |
| Shop-floor data capture | Not included | Real-time machine output, labor, and scrap |
| Production scheduling | Manual or spreadsheet-based | Automated scheduling with capacity constraints |
| Quality control | Generic document management | Inspection plans, non-conformance tracking, traceability |
| Serial and lot tracking | Limited | Full forward and backward traceability |
| MES integration | Rarely supported | Standard interface for live shop-floor systems |
Real-time feedback loops from the shop floor, such as machine output and scrap rates, are essential ERP features that enable automatic schedule updates. A general ERP cannot consume that data. A manufacturing ERP is built to act on it immediately, adjusting work orders and material requirements without a planner manually intervening.
Modern ERP solutions automate business functions including production, supply chain, inventory, and finance, enabling manufacturers to manage complexity and supply chain disruptions. That automation layer is what separates a manufacturing ERP from a basic accounting system with a production module bolted on.
What are the best practices for ERP implementation in manufacturing?
ERP implementation in manufacturing follows a defined sequence. Skipping steps or underestimating preparation time is the most common reason projects run over budget and over schedule.
- Define scope and requirements first. Document every process the ERP must support before selecting a platform. Scope creep after contract signing is expensive.
- Normalize your data early. Manufacturing ERP transforms data silos into a single connected platform, but legacy data must be cleaned and standardized before migration. Dirty data in means dirty data out.
- Plan integrations from day one. Many manufacturers underestimate early integration planning with existing systems like EDI, CRM, and MES, which leads to implementation delays. Treat integrations as first-class requirements, not afterthoughts.
- Run a phased go-live. ERP implementation commonly involves phases of planning, configuration, migration, training, and go-live support. A phased approach reduces risk by validating each layer before adding the next.
- Invest in change management. The technology is rarely the hardest part. Getting production supervisors, warehouse staff, and finance teams to adopt new workflows requires structured training and visible leadership commitment.
- Establish a go-live support window. Plan for at least four to six weeks of dedicated support after launch. Issues surface in production that never appeared in testing, and fast resolution protects output continuity.
The ERP implementation checklist for Middle East success covers regional-specific considerations that matter for manufacturers operating in Saudi Arabia and the UAE, including localization requirements and Arabic language support.
Pro Tip: Assign a dedicated internal project owner with decision-making authority. Projects stall when every configuration choice requires committee approval. One accountable leader accelerates every phase.
How can manufacturers apply ERP data to optimize daily operations?
A manufacturing ERP delivers its full value when leaders use its data actively, not just as a reporting tool. Manufacturers benefit from ERP’s real-time data by dynamically adjusting production schedules and inventory levels, which enhances responsiveness and reduces waste. That means a planner can see a machine breakdown on the shop floor and immediately reschedule affected work orders before the delay cascades into a missed delivery.
Practical applications that manufacturing leaders use daily include:
- Dynamic scheduling: Reacting to machine downtime, material shortages, or rush orders by adjusting the production sequence in real time rather than waiting for the morning shift meeting.
- Inventory optimization: Using actual consumption data from the shop floor to set reorder points that reflect real demand patterns, not historical averages.
- Quality trend analysis: Tracking defect rates by product, machine, shift, or supplier to identify root causes before they affect customer shipments.
- Supply chain responsiveness: Monitoring supplier lead times and purchase order status within the same system that manages production schedules, so procurement and planning stay aligned.
- Financial visibility: Comparing actual production costs against standard costs in real time, giving finance leaders accurate gross margin data without waiting for month-end close.
The technologies driving manufacturing’s future are increasingly built on top of ERP data layers, including AI-driven demand forecasting and predictive maintenance. The ERP is the data foundation that makes those advanced capabilities possible.
Key Takeaways
A manufacturing ERP is the single most impactful system a production business can deploy, delivering measurable cost reduction, faster delivery, and unified operational control across every department.
| Point | Details |
|---|---|
| Core definition | Manufacturing ERP centralizes production, inventory, finance, quality, and sales in one platform. |
| Measurable impact | Operational costs drop 23%, administrative costs drop 22%, and on-time delivery improves 24% after implementation. |
| Manufacturing-specific features | BOM management, shop-floor data capture, and traceability distinguish manufacturing ERP from general platforms. |
| Integration planning | Plan MES, CRM, and EDI integrations from day one to avoid costly delays during go-live. |
| Data as a daily tool | Real-time ERP data enables dynamic scheduling, inventory optimization, and quality trend analysis every shift. |
ERP in manufacturing: what I’ve learned after a decade of implementations
By Tamer Badr
The most consistent mistake I see manufacturing leaders make is treating ERP as an IT project. It is not. It is an operational change program that happens to involve software. The technology is the easy part. Getting a production supervisor to trust a system-generated schedule over his own instincts, or convincing a finance director to stop maintaining a parallel spreadsheet, is where implementations succeed or fail.
The second thing I have learned is that ERP’s primary value lies in unified operational visibility, and that visibility creates accountability that some departments actively resist. When every department’s numbers are visible to every other department, finger-pointing becomes harder. That transparency is uncomfortable at first. It is also exactly what drives improvement.
For manufacturers in Saudi Arabia and the UAE, I would add one more consideration: localization is not optional. Arabic language support, VAT compliance, and integration with local banking and government systems must be confirmed before you sign a contract, not discovered during configuration. The ERP trends shaping 2026 show that manufacturers who treat ERP as a long-term operational platform, not a one-time software purchase, consistently outperform those who buy for features alone.
— Tamer Badr
How Singleclic supports manufacturing ERP implementation
Singleclic works with manufacturing businesses across Saudi Arabia, the UAE, and Egypt to implement and configure Microsoft Dynamics 365 Finance and Operations, as well as Odoo, for production environments. The focus is always on connecting the shop floor to the boardroom: integrating MES, CRM, supply chain, and finance into one working system rather than a collection of modules.
Singleclic’s team of 70+ consultants and engineers brings deep manufacturing process knowledge to every engagement, from BOM configuration and production scheduling to quality control workflows and real-time cost tracking. If you are evaluating Microsoft Dynamics 365 for manufacturing or need a clear implementation roadmap, Singleclic provides the regional expertise and technical depth to get your operation live and producing results.
FAQ
What is an ERP system in manufacturing?
A manufacturing ERP is a centralized software platform that integrates production, inventory, purchasing, quality control, finance, and sales into one system. It replaces disconnected tools with a single source of operational truth.
What are the main benefits of ERP for manufacturers?
Implementing a manufacturing ERP reduces operational costs by 23%, administrative costs by 22%, and improves on-time delivery by 24%, based on industry performance data.
How does manufacturing ERP differ from standard business software?
Manufacturing ERP includes specialized modules for BOM management, production scheduling, shop-floor data capture, and traceability that standard business software does not provide.
How long does a manufacturing ERP implementation take?
Implementation timelines vary by factory size and complexity, but a phased approach covering planning, configuration, data migration, training, and go-live support is standard practice across the industry.
What should manufacturers prioritize before going live with an ERP?
Data normalization and integration planning with existing systems like MES, CRM, and EDI are the two most critical preparation steps. Skipping either is the leading cause of implementation delays and cost overruns.






